備")
在波紋管生產(chǎn)線中,,在鋼帶表面涂上膠粘劑(又稱膠接工藝,,是關(guān)鍵工序)是提高波紋管性能的重要環(huán)節(jié),。制造商應(yīng)注意培訓(xùn)操作人員來(lái)控制這一過程,這直接影響后續(xù)加工的成功,包括粘合鋼帶的剝離強(qiáng)度,、波紋管和波紋管的基本性能,。由于鋼帶的防腐性能,這一環(huán)節(jié)將直接影響產(chǎn)量,。許多制造商忽視了這一過程,。他們認(rèn)為成形是關(guān)鍵工序,但對(duì)實(shí)際關(guān)鍵工序控制不好,,給生產(chǎn)帶來(lái)?yè)p失和相應(yīng)的質(zhì)量問題,。
鋼帶的選擇:選用無(wú)油鋼帶(但不能在高面積氧化),因?yàn)槭褂脽o(wú)油鋼帶會(huì)增加堿除油和清洗的環(huán)節(jié),,對(duì)膠接樹脂的膠接強(qiáng)度有很大的影響,。由于油鋼帶防銹油是粘結(jié)樹脂的天敵,它會(huì)阻礙粘結(jié)樹脂在熔化狀態(tài)下與鋼帶表面的直接接觸,。如果油不徹底清除,,鋼帶表面有堿渣,或污垢不清除,,則粘結(jié)樹脂的粘結(jié)力將大大降低,。在較短的時(shí)間內(nèi),鋼帶會(huì)出現(xiàn)脫粘和棱角,。脫膠起皺,,或浸泡試驗(yàn)時(shí)間不長(zhǎng)。
線")
建議涂層溫度:190 C,,210 C,,220 C,模具230 C,。適當(dāng)?shù)臏囟仍O(shè)置取決于設(shè)備的塑化效果,。只要黏著樹脂能熔化、塑化,、擠出,,且涂膜光滑,這只能通過感官感知來(lái)判斷,。表面粗糙表明塑化不好,,應(yīng)提高溫度。
膠接樹脂的三個(gè)條件:溫度,、壓力和時(shí)間,。系統(tǒng)溫度越高,壓力越高,,熔態(tài)接觸時(shí)間越長(zhǎng),,膠接效果越好,。他們之間的關(guān)系是互補(bǔ)的。制造商使用的管道設(shè)備是圍繞這三個(gè)要素設(shè)計(jì)和制造的,。這里的溫度是指粘結(jié)樹脂的熔化溫度(不超過290攝氏度)和粘結(jié)材料的表面溫度(通常超過100攝氏度),。粘結(jié)材料的表面溫度取決于粘結(jié)材料,散熱較快的金屬材料更高,;壓力是指將粘結(jié)樹脂與粘結(jié)材料結(jié)合在一起的力,;時(shí)間是指粘結(jié)樹脂與粘結(jié)材料在熔融狀態(tài)下的粘結(jié)力。
線")
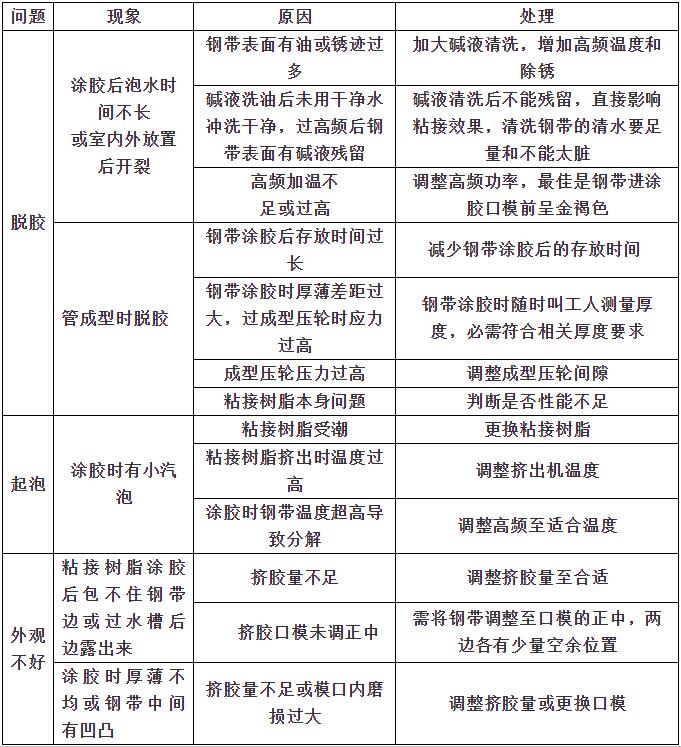
生產(chǎn)中存在的問題及解決辦法: